Introduction to 3D printing at home
Today, I wanted to talk about 3D printing, among other things because that's what I was most recently busy with during the lockdown in France. I would like to discuss with you the different manufacturing methods found in homes and what they are used for, then in a future article I would like to tell you about my experience as a "Maker" during the Covid19 crisis.
What is 3D printing?
When these terms are used, we generally refer to an additive manufacturing process (which adds material) as opposed to subtractive manufacturing techniques (e.g. milling machines and lathes) which remove material. This first aspect already allows us to make a lot of savings in terms of material because we no longer need to start from a massive block of the material we want to machine and we don't create chips. Losses are therefore limited and the power required to manufacture the object is low.
What can you use it for?
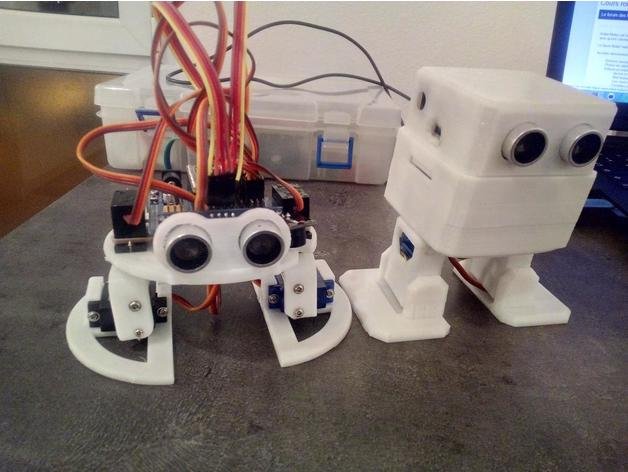
I use it in the design of my robots, for mechanical parts or compartments, also to repair objects in the house (toothbrush holder, fridge door, various fixings and storage) and to create gifts. I also use it for projects at the university and to create goodies for our conferences.
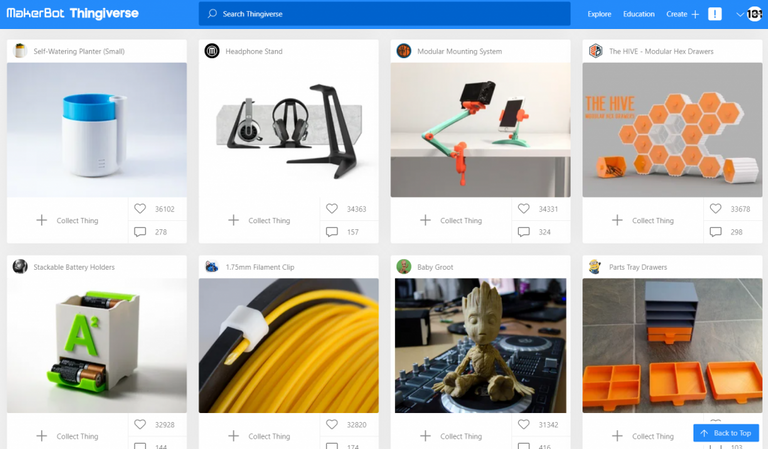
But just by looking at the different sites that offer 3D models to download, you can see the extent of the possibilities offered by this process. From minis to spare parts, from tools to jewelry, through art, engineering, gardening and toys, all areas are covered and I let you see for yourself by visiting these sites:
And you are not limited to these models, with a little practice you can easily design your own parts using design software called CAD (Computer-aided design). There is one for any levels and any prices, from FreeCAD to SolidWorks to Fusion360, you will find a software adapted to your needs.
Fused Deposition Modeling:
Today everyone can very easily get 2 types of 3D printers, the first and certainly the most widespread one uses the FDM (Fused Deposition Modeling) method. This type of printer uses filament wound on a spool, a motor will then push progressively and precisely this filament towards the nozzle which will heat it and make it flow on the printing plate.
Then the nozzle will be moved progressively in the 3 dimensions in order to draw the structures we want to print. We proceed by layer, the nozzle first moves on a horizontal plane (X and Y axis) then moves up a little to create the next layer (Z-axis):
{kind=link}
On the right side of the timelapse, you can see the spool of filament being unwound by the motor, and pushed into the white tube that arrives on the printhead. The grey cylinder with an orange tip that can be seen on the right is an optional presence sensor that is used to detect the height of the bed.
A wide variety of plastics are available in a wide range of price and quality, but these 4 plastics are generally found :
- PLA : It is the simplest to print and the most widespread, you can use it for almost all your needs as long as it is not subjected to temperatures above 60 degrees Celsius, beyond which it begins to deform. It can be made from corn.
- ABS : A plastic widely used in industry, more heat-resistant than PLA, it is much less used at the moment by individuals because it is more complicated to print (it shrinks, deforms and is sensitive to UV rays) and due to the emission of odors and particles during printing.
- PETG : Like ABS, this plastic is more resistant (heat and impact) and is widely used in industry (from plastic bottles to biomedical), it also has the advantage of not having strong odors and is easier to print than ABS.
- TPU : Contrary to the 3 previous ones, this plastic is flexible, this specificity makes it more difficult to print but allows the realization of deformable parts (perfect to make a stress ball with the effigy of your colleagues).
These 4 plastics are available at relatively affordable prices, generally between 20 and 40€ per kilo depending on the manufacturer and quality.
The quality of the print depends on the capabilities of the material (precision of the movements of the motors, fluid and straight movements among others) but above all on many parameters that the user can manage :
- Nozzle diameter: Usually printers come with a 0.4mm nozzle, this diameter determines the minimum line thickness. If a thinner line allows to have more details, it also lengthens proportionally the printing time (a 0.2mm diameter will have to pass 4 times where a 0.8mm diameter will pass 1 time).
- Layer height: This parameter is managed in the software that transforms your 3D models into files readable by your printer (called Slicers), as for the nozzle, the smaller the height is, the more precise it will be but the longer it will take.
- Nozzle temperature: This too is managed in the slicer and should be modified for best results for each type of filament you use.
- And a whole bunch of other parameters that you will have the pleasure of discovering as you print, such as the printing speed or the fan management.
This printing method is inexpensive and allows parts with relatively complex geometries to be produced very quickly and easily compared to conventional manufacturing techniques. But it also has disadvantages, including the difficulty of making small parts, as the nozzle orifice usually measures 0.4mm, making it difficult to obtain good quality parts below the centimeter. In addition, the strength of the parts depends on the orientation in which they are printed, they don't have isotropy. For example, a beam printed flat on the plate will be stronger when a force is applied in its middle than a beam printed vertically.
This is due to the phenomenon of adhesion of the layers, the force that holds 2 layers together is weaker than that within a continuous string, this difference is explained by a partial fusion of the layers. Finally, when many small parts are to be manufactured, the total printing time is multiplied by the number of printed parts.
About the parts that wear out faster than others, the nozzle may be clogged sometimes (it is recommended to have a few spare ones on hand just in case). The plate can also degrade if you have a heating bed try to put a glass plate on it, it will help a lot the adhesion of the parts and it's easier to change.
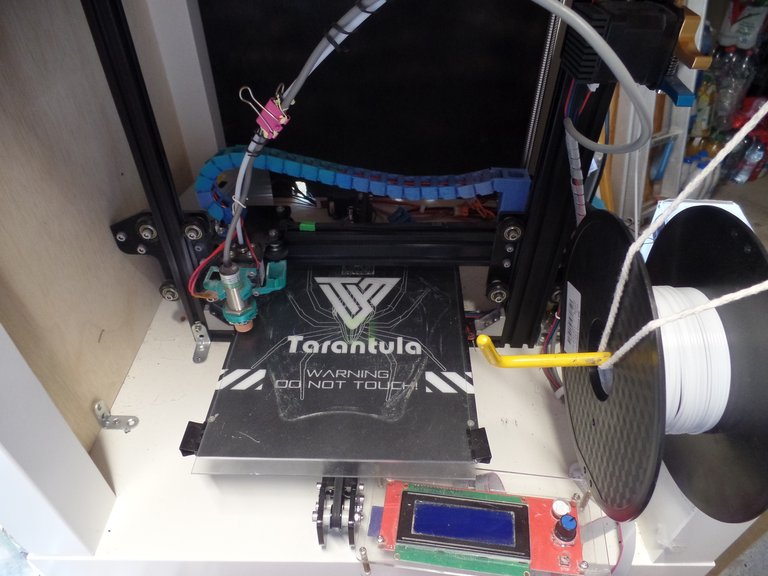
The pieces presented on the pictures were printed with the Tevo Tarantula that I mounted 4 years ago. As with all the machines that come in a kit, the quality of the printing also depends on the care taken in assembling the machine but I find it a very good experience to do it yourself to understand everything that is happening and to be able to repair any breakdown.
Currently, it is possible to find very good FDM printers at around 200€ ($230) in order to start the adventure in 3D printing.
MSLA resin printers :
The second method, which has appeared in the homes more recently, is called MSLA for Masked Stereolithography, also known as LCD. This method is very different from the previous one, the filament spools have been replaced by bottles of UV-sensitive resins. The resin is poured into a tank (called a vat) with a transparent bottom (using an FEP film). The vat is then placed on an LCD screen whose pixels may or may not allow the light created by the UV lamp underneath to pass through.
Printing starts when the print bed is lowered against the film, leaving only a thin layer of resin trapped between the two parts. The screen will let the UV light pass through where the resin needs to solidify. Then once the exposure is complete the plate will move upwards using the only motor to let the resin back between the part and the film and then expose the resin again to create the different layers of the model.

{kind=link}
This printing method also uses the principle of successive layers, but instead of having to go through all the layers with a nozzle, the image of the layer can be projected in one go.
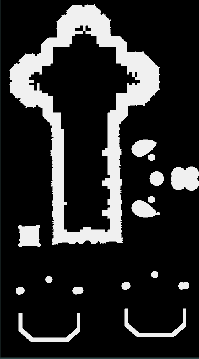
Image of one of the layers of the Cathedral of Florence, the white parts are exposed to UV light and will be solidified.
The size of the screen therefore limits the printing area, which is generally (much) smaller than that of FDM printers. But the quality is generally superior to FDM printers because here we are not limited by the diameter of the nozzle but by the size of the screen pixels (between 0.117mm for the largest to 0.047mm for more precise screens) and the user can here also manage the layer height in the software which is generally around 50 microns (0.05mm), a quality that would take a lot of time to achieve on an FDM machine.

There are also many types of plastic materials, from basic transparent or brightly colored resins, to strong resins used to make mechanical parts, to flexible, dental or surgical resins (biocompatible but expensive) or those used for casting. The price of resins ranges from 35-45€ per liter for the simplest and bio-sourced resins, up to 400€ per liter of surgical resin.
One of the advantages of this method is the creation of isotropic parts (which have the same mechanical properties in all directions) which is a weak point of FDM printing, the strength of which depends on the orientation of the part. Another advantage of this technique, in addition to its significantly better visual rendering, is that the printing time is not extended by adding parts to the platen, as each layer has a constant exposure time. You can therefore put as many objects as you want on the plate to divide the printing time by pieces (for example, a piece that takes 5 hours to print but does not occupy half the plate can be printed 2 at a time and thus reduce the printing time per piece to 2h30). This type of machine is also used more often for organically shaped parts.
But this technique has many disadvantages too, the first one being the toxicity of the resins used which implies the use of disposable gloves and a mask (moreover some resins can have strong odors) and it is necessary to ventilate the room in which the printer is located. Isopropyl alcohol must be used to clean the parts and equipment in contact with the resin.
Finally, the FEP film and the LCD screen are considered as consumables and will have to be changed more or less often depending on your use, their quality, and their technology (for example, a monochrome screen will last longer than a traditional LCD but will cost more).

The parts shown above were printed on the Anycubic Photon Zero, a new low-cost MSLA printer (150€, $170) but generally, this type of machine still costs a bit more than FDM's at acquisition (around 250-400€, 300-450 USD, for the general public) and also at use (due to the price of the resin, the cleaners and the faster wear of the printer).
In conclusion, I think that these 2 methods are complementary in the world of additive manufacturing, just as this one is complementary with laser cutting for example. It is useful to have both and to use them according to their strengths and weaknesses. We will see for example in a future article how each of these technologies could be used during the Covid-19 crisis.
Thank you for reading me, see you soon!
Congratulations @robotics101! You have completed the following achievement on the Hive blockchain and have been rewarded with new badge(s) :
You can view your badges on your board And compare to others on the Ranking
If you no longer want to receive notifications, reply to this comment with the word
STOPTo support your work, I also upvoted your post!
Do not miss the last post from @hivebuzz:
Support the HiveBuzz project. Vote for our proposal!
I have always been fascinated by 3D printers but never try to understand how they function. This is quite educating, though I must confess some parts are alien to me. I am just a bloody biologist :).
this is the kinda DIY articles I am talking about.
This is totally fine. Well explained and thoroughly discussed. This is as opposed to those that are filled with images and just few texts.
yes. agreed. this one deserves more than 100% in fact.
Thank you so much to both of you! This means a lot to me :)
Thank you @gentleshaid ! Don't hesitate if you have any questions or if you want me to give more details about something :) I try to be as clear as possible for everyone to understand
I will bookmark this post and come back to it when I have ample time. I might pop in with a question then.
And @robotics101 is a crazy expert on this. I still have his stem badges :)
Thanks for your contribution to the STEMsocial community. Feel free to join us on discord to get to know the rest of us!
Please consider supporting our funding proposal, approving our witness (@stem.witness) or delegating to the @stemsocial account (for some ROI).
Thanks for using the STEMsocial app and including @stemsocial as a beneficiary, which give you stronger support.
Nice work again. Time lapse gif is not visible here on stem app.
Thank you @dexterdev :) Argh, I will stop posting gifs and put videos instead... Here are the 2 direct links to the gifs :
I saw those already :)
It is neither visible on other frontends as well. It is too heavy ;)
Hi,
I missed this but have just seen in noted in Distilled. This is an amazing article. I always imagined 3D printing to be an exotic activity, beyond my reach, but you make it seem accessible. Thank you!
However, I have a question about creating plastic doodads, perhaps for our amusement. Do we really need more plastic? Just a thought from someone who knows little about the subject.
Thanks again for the well-written piece.
Hi! Thank you very much for your comments :)
3D printing is not only used to make useless things, it just happens that I had these objects to demonstrates the capabilities of the machines. For example, I make things for my workshops that would have cost me a lot more if I couldn't 3D print them, and we have printed a lot of PPE for hospitals during the lockdown as shown in my latest article :)
But there are sometimes also useless prints and I understand your question. Personally, I only buy bio-degradable filaments and resins (except where prohibited by regulation, like hospitals) and the objects printed with filaments like PLA and PETG can be recycled to filament or another object using machines like the ones created by Precious Plastic.
Ultimately, the goal of 3D printing is to reduce the waste of plastic, because if everyone has one, you only print what you need, reducing the waste made by traditional factories to bring the product to the consumer. And when you want to get rid of the objects you can recycle them.
Thank you very much for that extensive reply. And thank you for printing PPE!
This is wonderful. You gained a follower, and a fan.
3D printing. I am truly intrigued.