Retraction Calibration using SuperSlicer
Hello Everyone,
Today I'm going to be running some retraction tests with SuperSlicer (github), which is a program that takes 3D models and converts the file into a code that 3D printers can print.
(For a comprehensive read on Slicers: What is a 3D Slicer? -all3dp.com article link.-)

So let's have a look at the SuperSlicer retraction calibration test.
SuperSlicer screenshot
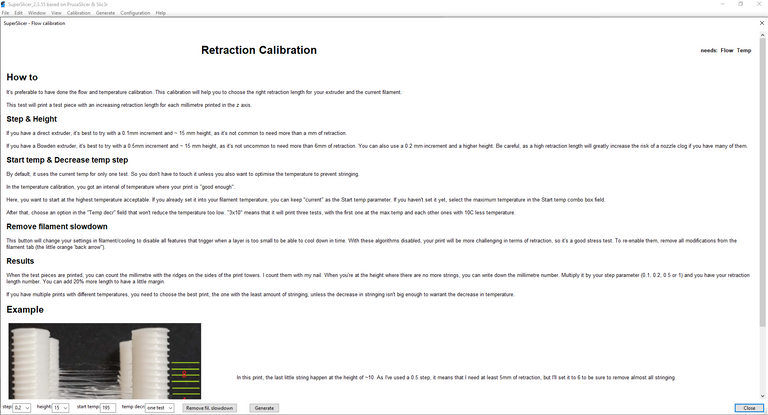
Retraction Calibration
needs:
Flow
TempHow to
It's preferable to have done the flow and temperature calibration. This calibration will help you to choose the right retraction length for your extruder and the current filament.
This test will print a test piece with an increasing retraction length for each millimetre printed in the z axis.Step & Height
If you have a direct extruder, it's best to try with a 0.1mm increment and ~ 15 mm height, as it's not common to need more than a mm of retraction.
If you have a Bowden extruder, it's best to try with a 0.5mm increment and ~ 15 mm height, as it's not uncommon to need more than 6mm of retraction. You can also use a 0.2 mm increment and a higher height. Be careful, as a high retraction length will greatly increase the risk of a nozzle clog if you have many of them.Start temp & Decrease temp step
By default, it uses the current temp for only one test. So you don't have to touch it unless you also want to optimise the temperature to prevent stringing.
In the temperature calibration, you got an interval of temperature where your print is "good enough".
Here, you want to start at the highest temperature acceptable. If you already set it into your filament temperature, you can keep "current" as the Start temp parameter. If you haven't set it yet, select the maximum temperature in the Start temp combo box field.
After that, choose an option in the "Temp decr" field that won't reduce the temperature too low. "3x10" means that it will print three tests, with the first one at the max temp and each other ones with 10C less temperature.Remove filament slowdown
This button will change your settings in filament/cooling to disable all features that trigger when a layer is too small to be able to cool down in time. With these algorithms disabled, your print will be more challenging in terms of retraction, so it's a good stress test. To re-enable them, remove all modifications from the filament tab (the little orange 'back arrow").
Results
When the test pieces are printed, you can count the millimetre with the ridges on the sides of the print towers. I count them with my nail. When you're at the height where there are no more strings, you can write down the millimetre number. Multiply it by your step parameter (0.1, 0.2, 0.5 or 1) and you have your retraction length number. You can add 20% more length to have a little margin.
If you have multiple prints with different temperatures, you need to choose the best print, the one with the least amount of stringing, unless the decrease in stringing isn't big enough to warrant the decrease in temperature.
SuperSlicer Retraction Test
Upon clicking the generate tab (and changing step to 0.5mm increment) per the bowden extruder instructions, this model is generated in the slicer:
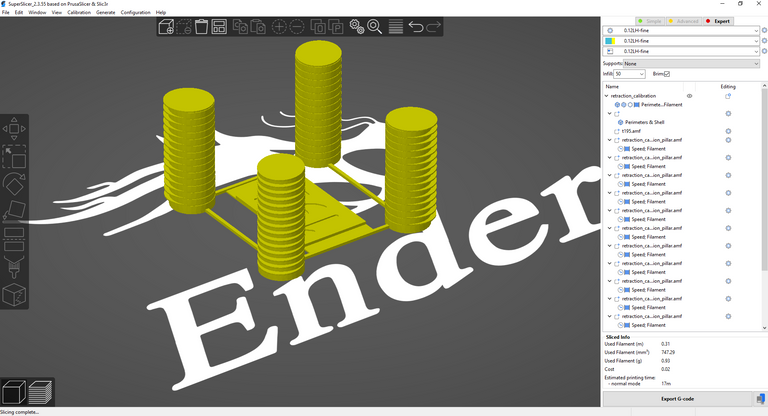
SuperSlicer Screenshot
Now I will export the G-code and send it to the Fluidd console (Fluidd is a free and open-source Klipper web interface for managing your 3d printer.-github)
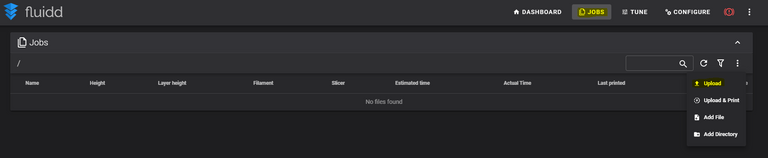
Fluidd Screenshot
It's really easy to upload jobs to Fluidd, which I've highlighted here.
This will send the G-code to the Raspberry Pi to do its magic. (The RPI connects to both the network and printer to communicate with the printers firmware.)

Fluidd Screenshot
Once the G-code job is uploaded it will give a few details as can be seen here, and then it's just a right click and print command away from running the test.
Now I will click print and show the Fluidd main dashboard:
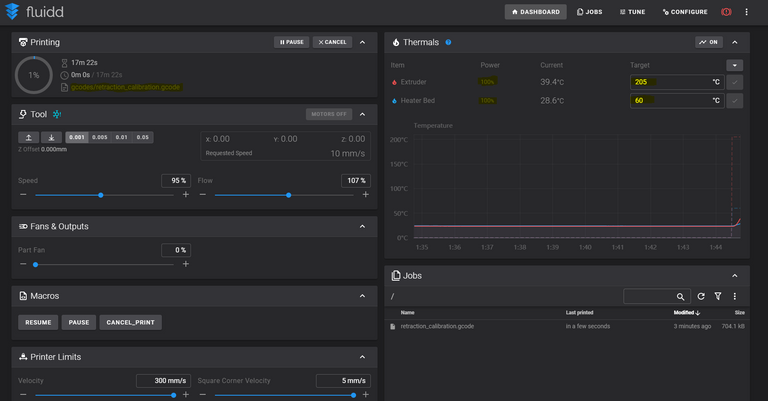
Fluidd Screenshot
The printer begins heating up the extruder and printing bed while preparing for the job...
This will take about 20 minutes...
I'll see if I can catch a photo mid print...
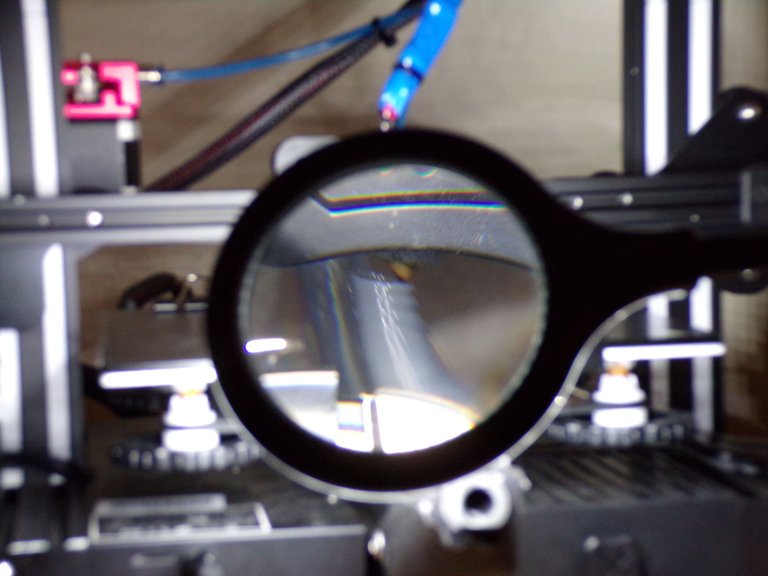
Because of the nature of a moving nozzle and print bed, it's not an easy task to make this happen, so I've adopted my own technique which allows the camera to focus in macro level zoom range utilizing a magnifying glass, and I hope to provide my audience with some macro 3D printing shots. It's far from a perfect technique and I am working to improve it, and am also open to ideas from others who are more advanced in macro photography.
I use a pretty standard point and click style Kodak that I think is entry level, but capable of up to 168X zoom, so I will try my best to deliver some acceptable photos.
Here is what the process looks like behind the printer..
Now for some still shots on the completed retraction test:

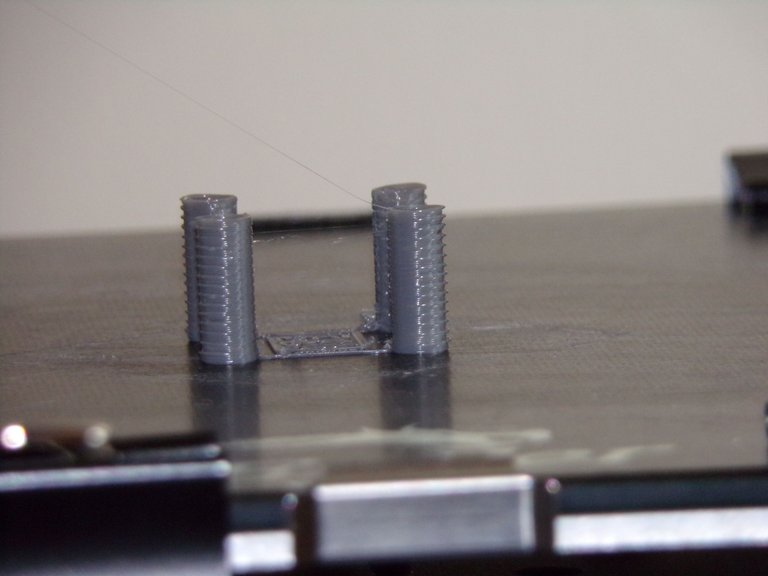
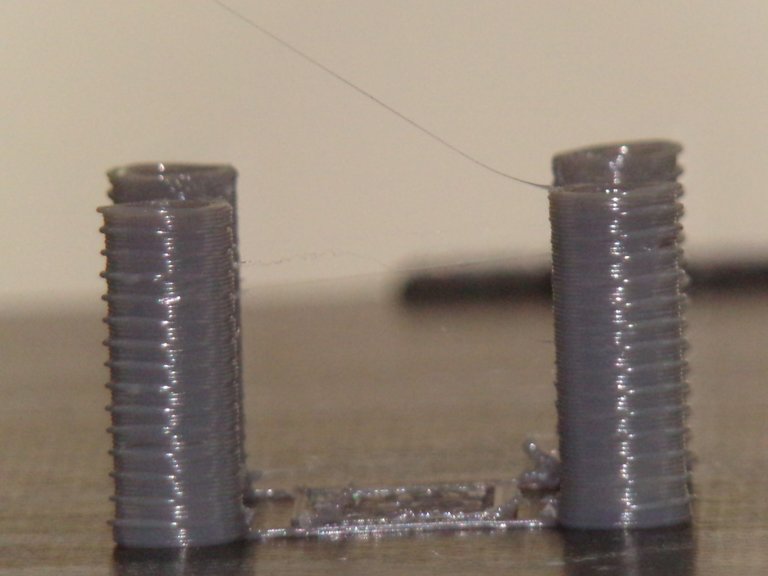
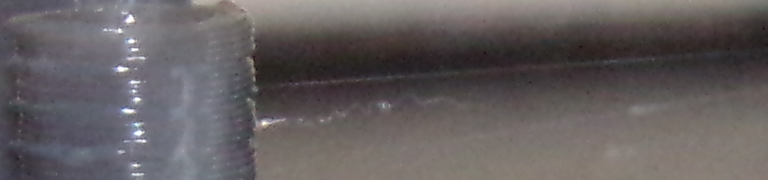
Looking at the completed results, this is actually not very bad for stringing, and I feel my retraction settings are within the range.
Let's have a look at those retraction settings.
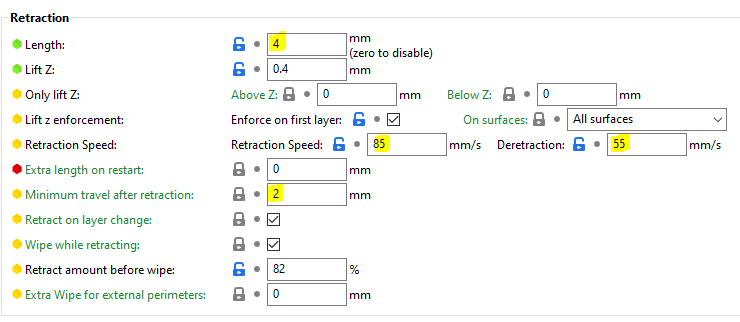
Superslicer Screenshot
The highlighted areas have the largest impacts on retraction from my experience thus far.
I am not so sure my retraction needs adjusting, I am open to thoughts.
Sometimes it's a little tough to tell from these tests until issues show up in other forms, like blobbing, in which case I might need to reduce retraction.
For now if I am to adjust, I think an increase in retraction by 1 mm would be appropriate, followed by running this test again.
The retraction speeds seem to be pretty good in my opinion, but if anyone notices something that I do not, please let me know!
That's it for the retraction test today.
Right now I might have a bigger issue with flow, and just discovered earlier that all of the eccentric nuts on my Ender 3 V2 had loosened up so badly that many roller wheels were not even touching flush to the rails.
It's important to maintain good maintenance on machines with moving parts, otherwise things will start to go wrong in all kinds of ways, and troubleshooting will become exponentially harder.
Thank you for stopping by, have a great day! -@print3dpro
I'm not going to touch too much at the printing side, but you can try to gap a distance between the magnifier against the camera lens, uses the camera to zoom in to the magnifying glass could be better.
Hello @davidke20, thank you for the advice regarding the magnifying glass, I will surely try to bridge that gap.
Ideally the magnifying glass should not be seen in the macro photo, and I was able to achieve this more desirable effect with longer prints, but these little tiny test prints move so fast, that the proper way to take macros, is to have the camera set up prior to printing, which I did not. 😅
I am learning a lot, thank you for the great feedback and support! 😀
Congratulations @print3dpro! You have completed the following achievement on the Hive blockchain and have been rewarded with new badge(s) :
Your next target is to reach 200 upvotes.
You can view your badges on your board and compare yourself to others in the Ranking
If you no longer want to receive notifications, reply to this comment with the word
STOPSupport the HiveBuzz project. Vote for our proposal!