Chemistry of Glass "Part 6": Production of glass containers.
Any glass product with a non-planar form is considered hollow glass. The procedures used to create hollow glass involve a series of steps completed in accordance with predetermined cycles, each cycle denoting the production of a certain item.
Feed distributor process (Glass Feeder):
- A channel in a refractor piece connects the feeder to the furnace; this horizontal channel ensures the transportation of molten glass to the top of the manufacturing machine over a distance varying from 3 to 10 meters, while the glass is heated by burners at the proper temperature.
The feeder consists of a vertical refractor piston that plunges deeply into the glass and a tiny basin that is situated at the end of the channel and has an opening at the bottom. The piston moves in alternate rectilinear directions, allowing glass to flow through the hole.
Two techniques are employed to automatically produce hollow glass:
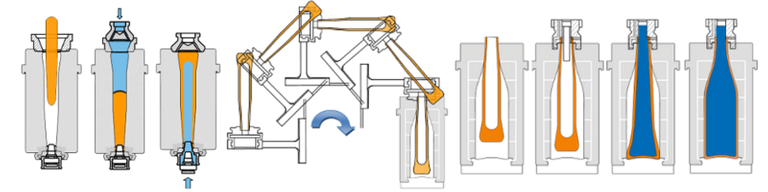
1- Blow-and-blow process:
Bottles and containers with small openings are produced using this procedure. Blowing is carried out in two steps:
In the first step, only a smaller-diameter draft of the final product is created. The parison is dropped into a blank mold and just briefly kept there to prevent the glass surface from congealing.
{kind=link}
In the second step, a second blow molding gives the blank its final shape when it is placed into the finishing mold.
2- Press and Blow Process:
Wide-mouth industrial jars must go through this procedure. The parison that has been placed in the mold must first undergo a pressing, which involves molding it under pressure. With the aid of a punch with the proper form and volume, this passage is created. Transferred to the finishing mold, the overturned blank is given a burst of compressed air and assumes its final shape. All automatic machines include a trimming mold-finishing mold transfer system.
The viscosity during finishing is between 10 to the power of 5 and 10 to the power of 7 poise.
Annealing:
Annealing is the heat treatment that enables the reduction of residual tensions. Significant ΔT gradients are created in the glass by pressing, blowing, etc. Glass interiors cool more slowly than their surfaces do. Objects shatter when they cool due to the gradients'ΔT variably distributed stresses.
Annealing is a slow cooling treatment, whose viscosity range [10 power 13 poise at T= 500°C and 10 power 14.5 poise at T= 400°C], the annealing interval is the term used to describe this temperature range; it is referred to as the temperature range in which stresses dissipate quickly enough to be noticeable.
Four steps make up the annealing procedure:
1- Heating of objects up to the "TR max" temperature with a heating rate Vs= 20/a2.
2- It takes maintaining TR temperature for a long enough period of time to allow the initial strains to disappear. This step's duration is given by the formula t=102 a2.
3- Slow cooling in the annealing interval. For special objects the cooling rate is: V= (0,3 to the power of 3)/ a2.
4- Accelerated cooling of solid glass, with a cooling rate of V=10/ a2.
Glass colouring during manufacturing:
A little chromium gives glass a dark green colour, while a little cobalt gives it a blue hue. Glass may be tinted by adding some transition metal oxides to it. Furthermore, if some colloidal suspensions were added to the glass, it become light-opaque.
References:
- [General and inorganic chemistry book- M. Shkhashirou- H. Birqdad- Y. Qodsi- University publications. Algeria]
- Glass and Ceramic Technology Course (2021). Professor Khelifa- Department of Materials Process Engineering- University of Mostaganem. Algeria.
- Les matériaux au cœur du processus d'innovation- Clefs CEA No 59.
- Neumann, Florin. "Glass: Liquid or Solid – Science vs. an Urban Legend". Archived from the original on 9 April 2007. Retrieved 8 April 2007.
- Helène Tregouët. Structure et cristallisation de verres d’oxydes simples riches en bore et en terres rares. Chimie-Physique [physics.chem-ph]. Université Pierre et Marie Curie- Paris VI, 2016. Français. NNT: 2016PA066032. tel-01358710.
Thanks for your contribution to the STEMsocial community. Feel free to join us on discord to get to know the rest of us!
Please consider delegating to the @stemsocial account (85% of the curation rewards are returned).
You may also include @stemsocial as a beneficiary of the rewards of this post to get a stronger support.